















Select and purchase Altendorf spares parts from R&J Machinery. We are the home of Altendorf UK, and offer the widest range at the best prices.


Essetre Techno PM Sips


About the EssetreTechno PM Sips
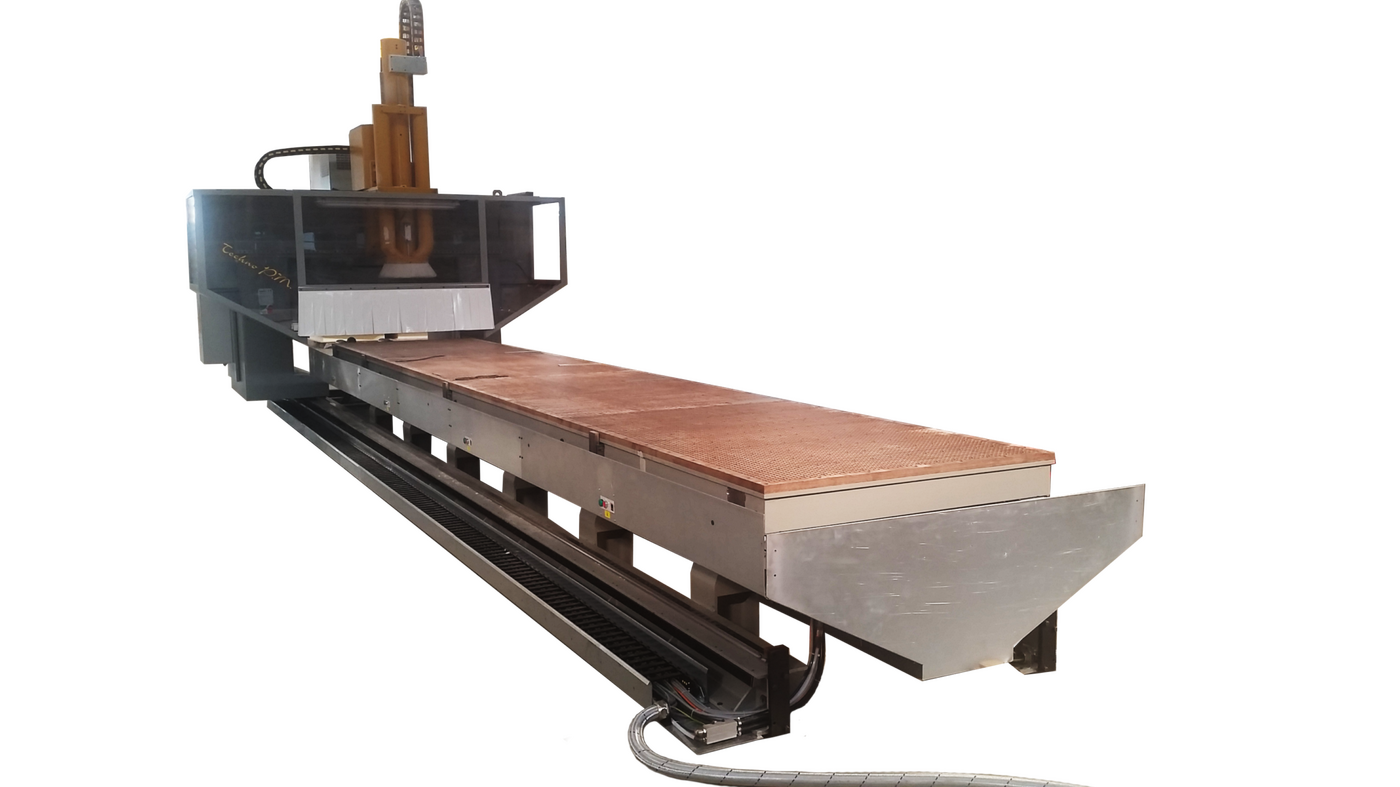
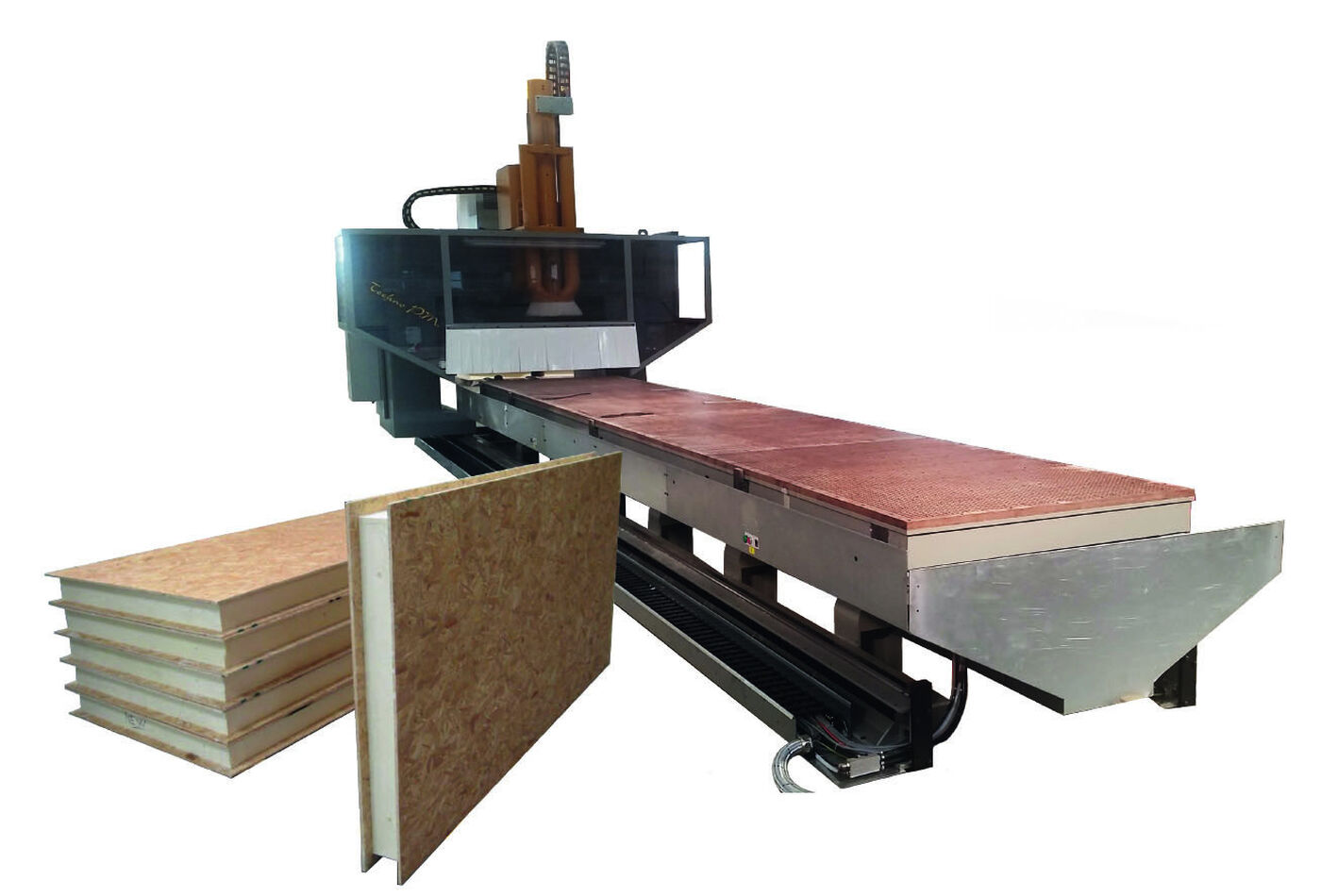
For modern house and buildings manufacturers, this specifically designed Techno Pm Sips machine from Essetre is the ideal solution for processing sips panels with minimum handling. It is a working centre with 3/4 or 5 interpolating axes for processing of SIPS panels, with moving portal frame in Y and manual infeeding/outfeeding direction to be defined.
Essetre Techno PM Sips Features
Product Documentation
Essetre Techno PM Sips Specification
| Controlled axis | No. 3/4 or 5 controlled Axes X–Y–Z-B-C |
|---|---|
| X-axis stroke | mm 1400 |
| Y-axis stroke | mm length variable to be confirmed to suit customer. |
| Z-axis stroke | mm 1350 |
| X-axis speed | m/min 70 |
| Y-axis speed | m/min 70 |
| Z-axis speed | m/min 32 |
| Electric installation Volts | 400/50Hz ± 5% |
| Air consumption | (7 bar) Nl/min 100 |